

Keiのコンパウンドについて

1.基本的思想について
弊社のコンパウンドは研磨剤です。これは全く当たり前のことです。しかし、多くの方の使用方法を拝見すると、きっと誤解されていると思われるところがあります。一つは多くの方が研磨作業をする場合に、一つは「ツヤが出るまで作業を続けられること」です。研磨剤は、ワックスや仕上げ剤と違いますから、本来、艶出しの能力はありません。いつまで磨いていてもツヤは出ません。研磨剤は、目標とした傷が消えることを限りに磨いてください。目標とした傷が消えたら、作業を止めて、研磨カスや残留物を拭き取ってください。脱脂しても、ツヤは、勝手に出ています。研磨剤が塗膜に染みこんでツヤを出すのではなく、塗膜がツヤを出します。研磨した後に、塗膜にツヤが出る理由は研磨剤の極超微粒の砥粒が塗膜に極めて浅く均一な傷を入るために、明度が下がるからです。塗膜の状態が変化して、ツヤが出るだけです。研磨力の持続時間を超えて磨き続けるとかえって、塗膜に予定していない傷が入り、ボケてしまいます。
今一つは、「『コンパウンドはほんの僅かしか、付けなくて良いとする』考え」です。本当は「沢山」と言いたいのですが、「適量」付けてください。細目のコンパウンドでも、単位重量当たり50~60%砥粒が入っている商品は少ないくらいですから、意外に、含まれている砥粒の量は多くありません。超微粒子のものなどに至っては、弊社では多くて15%程しか入っていません。この割合の砥粒を、僅か付けても恐らく砥粒が含まれていない85%の方がツヤを出していて、磨けていないのが現実です。コンパウンドは研磨剤ですから。十分に、付けて下さい。一度に付けると無駄になるので、何回かに分けて、点けて下さい。
2.名称の数字
名称に使用されている数字や文字の規則は砥粒の細かい順に 「2は超微粒子」<「1は極細目」<「0は小さめの細目」<「数字が無く文字のみは細目」という様にしてあります。傷やバフ目が消えない場合にどれを次工程に用いれば良いかの参考にして下さい。
3.BLendia(ブレンディア)について
現在、超微粒子コンパウンドはBLendia(ブレンディア)という名称でそのシリーズのものは混ぜても使用していただけるものとして製造しております。Bodycom(ボディコン)という名称のコンパウンドは極細目以上の大きさの砥粒を用いているものです。粒径の大きさについては、商品の選び方を参照して下さい。
一般的には、コンパウンドを混ぜて利用することは良くないと考えます。何故、なら、大きい砥粒によって構成されているコンパウンドと、小さい砥粒によって構成されているコンパウンドを混ぜた場合に、研磨力は、小さい砥粒のものに近づき、残る傷の深さは決して小さい砥粒のものに近づかないという不合理な結果が発生するからです。結局、二者を混ぜて使用することで、中間の研磨力と中間の残る傷の深さを求めようとしても、研磨作業は傷の置き換えですから、わずかな数入った大きい砥粒の噛み込んだ傷を消すために、やはり2工程目は、2種類のコンパウンドを混合せずに研磨作業をした場合と同じ方法で、行わなければならなくなってしまうからです。
しかし、同一の砥粒を使用しているものを、いわゆる、油(シリコンではありません。)の働きを調節するために混ぜる場合は別に考えることが出来ます。砥粒の大きさが同一であるなら、研磨力と残る傷の深さはほぼ、同一と考えてよいからです。拭きや滑りを調節する目的で混ぜて、使用できるものを作りました。
それがBLendia(ブレンディア)です。仕上げのコンパウンドを3つに分けました。
- 拭き取りが重いなど、多少の作業性を犠牲にしても、仕上げ用超微粒子のもので最もツヤが深くなるように作ったもの。 BLendia 2nd + (ブレンディア セカンド ウエット)
- 若干、ツヤが落ちるが1、拭き取り性などの作業性が良いもの。
BLendia 2nd = (ブレンディア セカンド フラット) - ①のものの作業性を上げるために、乾燥しやすい素材を混ぜたもの。
BLendia 2nd – (ブレンディア セカンド ドライ) 研磨用砥粒は入っていますが、単独での仕上げ用コンパウンドとしての使用は考えていません。三者とも、砥粒は全く同じもののため、混ぜてもボケるなどの問題はありません。 BLendia 2nd + に混ぜて使用すると、混ぜる量によって若干拭き取りなどの作業性を向上させることが出来ます。
超微粒子コンパウンドにその様な使用方法を考えた理由は、塗膜の硬さのバリエーションが多いためです。例を挙げれば、スクラッチシールドの新車(オリジナル)・補修塗膜(日産車)、輸入車の新車(オリジナル)塗膜、外資の補修用塗膜、国産2:1の補修塗膜、セルフレストアコートの新車(オリジナル)・補修塗膜、トヨタ車・マツダ車の新車(オリジナル)塗膜、2:1以外の国産の補修塗膜、日産車・ホンダ車の新車(オリジナル)塗膜などの分類が研磨作業に於いて必要となるほど、研磨工程や超微粒子コンパウンドの使い方が変化するからです。
研磨工程につては別のページで解説します。
商品の選び方も参考にしてください。
1 色差で比較すると⊿E*abが0.2程で「かすかに」の範囲の差しか無い。
4.Bodycom シリーズのBLackタイプについて
従来製造していたコンパウンドに、特定の素材を数パーセント混入することで研磨力が飛躍的に向上する研磨剤組成物の技術を利用して製造したものです。
黒い色は、添加した素材の色です。毛バフで使用すれば、添加前のもののほぼ、倍の研磨力を発揮し、スポンジバフで使用すれば、添加前のものよりツヤが良くなる性質を持ちます(特許取得)。 Bodycom Zo BLack (ボディコン ゾー ブラック) は初めからの設計で、Bodycom 〇Ⅱ fine BLack (ボディコン ゼロツー ファイン ブラック) と Bodycom 1st Neo BLack (ボディコン ファースト ネオ ブラック)は従来、製造していたものに添加して、製造しております。 極細目コンパウンドは1st Neo と1st Neo BLackとの両者が製造されていますが、塗膜によって使い分けてもらうためです。
一部の新車(オリジナル)塗膜では、ウールバフと後者を使用すると、研磨力が強すぎる場合があるからです。
5.コンパウンドに要求される能力について
コンパウンドに要求される能力は4つ程に集約されると思います。
1)研削力が大きいこと
コンパウンドにとって研削(磨)力があることが第一に重要です。傷を消すために研削(磨)作業を行う分けですから。弊社のコンパウンドは世界屈指の極めて強力な研削(磨)力(以下、特別な場合を除き研磨力で統一します)を持ちます1。
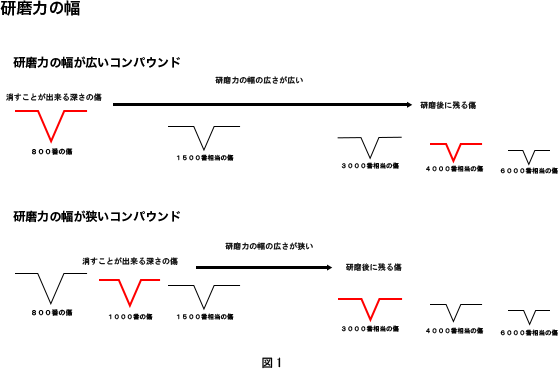
2)「研磨力の幅」が広いこと
コンパウンドは研磨力が大きいだけで良い分けでなく、研磨後に浅い傷を残す能力が必要です。なぜなら、研磨後に深い傷を残してしまうと、次工程で研磨後に残った傷が消せなくなったり、いたずらに研磨工程が増えたりするために、作業時間が余分にかかってしまうことになるからです。従って、コンパウンドには研磨力が大きいだけでなく、それに加えて、研磨後に浅い傷を残す能力が必要となります 。
消すことの出来る傷の深さと、その工程の研磨後に残る傷の深さの高低の隔たりを、研磨力の幅と名付けてみます。消すことの出来る傷と残す傷の深さの差が大きければ大きい程、研磨力の幅が広いといえます。例えば、「800番のペーパー目が消えて、4000番相当の傷しか残さないコンパウンド」と「1000番のペーパー目が消えて3000番相当の傷が残るコンパウンド」とを比較した場合に、前者のものの方が後者のものより、研磨力の幅が広いといえます。800番のペーパー傷と4000番相当の傷との深さの隔たりの方が、1000番の傷と3000番相当の傷の違いよりも大きいからです(図1)。研磨力の幅が広ければ広いほど、消し残す傷が少なくなることで仕上がりが良く、工程を少なくすることが出来るので作業時間も短縮されます。また、一般的には、研磨力の幅は、粒子が小さくなると狭くなります。
Blendia(ブレンディア)とBodycom(ボディコン)は砥粒(酸化アルミニウム)の硬さ、粗密、形状、構造、添加剤と炭化水素(油)の粘性などの工夫で極めて広い研磨力の幅を持つことが出来ました2。例えば、Bodycom Zo BLack(ボディコン ゾー ブラック)(特許取得)などは、適切なバフと組み合わせることで、#320番のペーパー目が消せるのに残す傷が#7000番相当の傷しか残さないですし、 Bodycom 1st Neo(ボディコン ファースト ネオ)及びBodycom 1st Neo BLack(ボディコン ファースト ネオ ブラック)(特許取得)は、通常の極細目コンパウンド以上の研磨力と、研磨後に残るクモリや傷は通常の超微粒子を凌ぐ程です。
1 後掲6、弊社コンパウンドの研磨力の数値化についてにて詳しく説明します。
2 本WEBページ 研磨についての考え方 塗膜研磨における綺麗を考える 1.綺麗とは何か? 1.6.良い道具と材料の条件 参照。
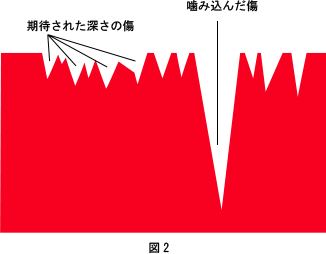
3)研磨後に「噛み込んだ傷が少ない」こと
あるバフとコンパウンドとを組み合わせて研磨する場合に付く傷で、バフが十分に清掃されていて、クリーンな環境で研磨作業をした場合に期待される理想的な傷以上に深い、数本の目で見て分かる傷を「噛み込み(噛み)傷」と名付けます。塗装業界やディテイリング業界では「バフ傷」「アシ」と表現されたりしています(図2)。
この傷は研磨工程の初期の段階ではあまり問題になりません。初期の研磨工程は、バフやコンパウンドの研磨力が大きく、研磨力の幅が比較的広いためにある程度深い「噛み込み傷」が入っても、次工程でそれを消すことの出来る可能性が高いからです。ところが、仕上げ工程に近い段階に「噛み込み傷」が入ると深刻な問題になります。何故なら、仕上げに近い研磨工程はそもそもバフ自体、コンパウンド自体の研磨力が小さく、研磨力の幅が狭いために、浅い「噛み込み傷」が入っても次工程で修正することが難しいからです。次工程を丁寧に気合を入れて行うか、同一工程か前工程を繰り返す磨き直しをしなければなりません。磨き直しをした場合もやはり「噛み込み傷」が入る可能性は残されていまので、緊張します。更に、仕上げ用の超微粒子コンパウンドを使用する最終工程にあっては、これ以降の工程は存在しないために次工程で修正の仕様がないことから更に深刻な問題となります。
従来、噛み込み傷はバフが汚れていたり、作業環境が十分クリーンでなかったりという原因で発生すると説明されていましたが、弊社の実験ではコンパウンドの能力に依り解決する部分もあることが明らかになっています。
コンパウンドの砥粒(酸化アルミニウム)の大きさを揃える工夫や研磨時に砥粒そのものが裸になりにくい添加材(剤)の開発によって、「噛み込み傷」は著しく減少しました。
- Blendia2nd+(ブレンディア セカンド ウェット)
- Bodycom 1st Neo(ボディコン ファースト ネオ)
- Bodycom 1st Neo BLack(ボディコン ファースト ネオ ブラック)
- Bodycom 0Ⅱ fine BLack (ボディコン ゼロツー ファイン ブラック)
- などに技術が生かされています。
4)「色の復元力」=「超発色性」=ツヤ
研磨行為は「塗装したままで、何も研磨作業をしていない状態」への復元、つまり、傷やバフ目が無くなるだけではなく、「色ツヤさえも元の状態に戻すこと」を目指さなければなりません。これは特に最終工程に使用される超微粒子コンパウンドに求められる能力です。
研磨行為は、「前工程で付けた傷より浅くて均一な傷を順次、繰り返し付ける行為」ですから、最終工程に於いても傷を付ける行為に変わりはなく、その工程の前工程が上手く仕上げられていたとしても、最終工程でのコンパウンドの選び方を間違えてしまうと、どんなに傷の入りにくいバフを使用し、作業環境をクリーンにして作業したとしても、コンパウンド自体が塗膜に不均一な粗い傷を付けてしまうので、塗膜面に付いた微細な傷が光を拡散させクモリ(白っぽさ)を発生させてしまいます。
Blendiaは色として感じられる程度の大変微細な傷の深さのバラツキを無くすために、砥粒(酸化アルミニウム)の大きさ、硬さ、粗密、構造、形状、添加剤と炭化水素(油)の粘性などの工夫によって研磨時の砥粒の接触状態や分布状況を操作することで、色ツヤさえも復元する「発色性」を持ちます。
- Blendia 2nd+(ブレンディア セカンド ウェット)
- Blendia 2nd=(ブレンディア セカンド フラット)
- などに技術が生かされています。
6、弊社コンパウンドの研磨力について
弊社のコンパウンドの種類が多いために、何番手のペーパーが消え、残す傷が何番手相当なのか?という質問を良く受けます。一概には言えないので、弊社のバフとの組み合わせで実験した結果にて説明します。
1)実験方法
黒の色の上に2:1のクリヤの国産補修塗装を塗布した塗装鋼板にて実験を行いました。 研削力は消せる番手で示し、番手番号が小さい(ペーパー目が粗い)程研削力が大きいことを示します。240番、320番や400番などのカラ研ぎペーパーを塗面に当て、Mai、メリーウールと各コンパウンドにて消えるかどうかを確認しました。研磨後のバフ目の深さは、測色計で測定したL*a*b*表色系の数値から、評価できると考え、対応するペーパー番手3のツヤとの同一性から相当ペーパー番手の傷を判断しました4。ペーパー番手を超える程ツヤが有るものについては、未研磨の色と研磨処理後の色との色差の感覚的表現5を用いて表示しました6。色差ΔE*abは、次の計算式にて計算しました7。
ΔE*ab=[(ΔL*)2+(Δa*)2+(Δb*)2]1/2
2)結果
結果をグラフにて表示しました。
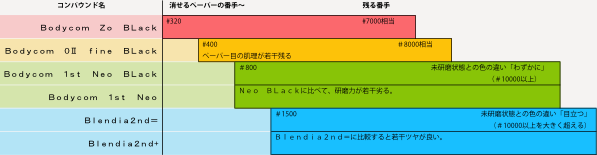
注意していただきたいことは、耐スリクリヤや外資の塗膜の場合には、消せる番手が浅いもの(数字が大きく)になり、残す傷も浅いもの(数字が大きく)なります。スクラッチシールドに関しては十分に当てはまらず8、別に考えないといけません。Bodycom 0Ⅱ fine BLackでペーパー目の肌理(きめ)が残る理由は、研磨砥粒が小さすぎて肌(肌理になったペーパー目の模様は肌と同一視できると考えます)が落とせない9からでしょう。
この実験結果を見ると、弊社のコンパウンドにはペーパーの数番手分の驚くほどの研磨力の幅があることが分かります。
以上
3 #6000、#8000、#10000は三共理化学様 ラプロスを使用しました。
4 ペーパー番手の傷とバフ研磨後の傷のおおよその同一性基準を測色計で測った値と考えることが出来
ことについては、BSRにて発表予定です。その後、本WEBサイトにて掲載予定です。
5 須賀長市、耐候光と色彩(改訂版)P.228 表8.8 参照
6 本WEBサイト 「研磨について」の考え方 周辺技術編 「研磨した塗面のツヤを測色する」にて考
7 JIS Z8781-4 4.3 色差 参照。
8 スクラッチシールドの場合Bodycom 0Ⅱ fine BLackの方がBodycom Zo BLackよりもペーパー目がよく消えます。
9 本WEBサイト 商品の選び方について 参照。